Die Projektfabrik umfasst die Projektprüfungabteilung, die Sektion für Neuprojektentwicklung, die Serienproduktionsabteilung und die Lieferantenentwicklungsabteilung. Die Abteilung für Ingenieurtechnik besteht aus der Modellierungs- & Analysesektion, der Werkzeug- & Formtechnologiesektion, der Werkzeug- & Vorrichtungssektion, der Planungsabteilung für Produktionslinien, Fertigungstechnikabteilung, der Sektion für Prozessimplementierung & Standardkosten sowie der Test- & Laborabteilung.
Das Technology Center vereint mehrere Kernfunktionen: Produktdesign, Simulation und Prototypenentwicklung; Werkzeugdesign, Simulation und -herstellung; Produktionsliniendesign, Simulation und -umsetzung; Neuprojektentwicklung; Serienproduktionsmanagement; Projektüberwachung; Kostenmanagement und Ressourcenentwicklung. Es fungiert als ganzheitliches Innovationszentrum und ist ein zentraler Motor für die stetige Weiterentwicklung des Unternehmens.
Das Modo Technologiezentrum wurde im April 2022 gegründet und besteht derzeit aus über 80 Fachkräften. Es gliedert sich in zwei Hauptbereiche: die Projektabteilung und die Abteilung für Ingenieurtechnik.




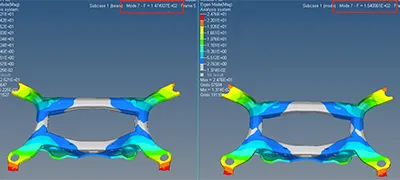
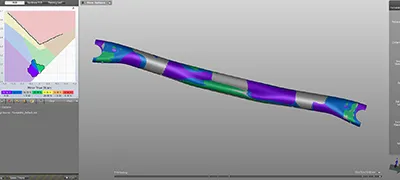
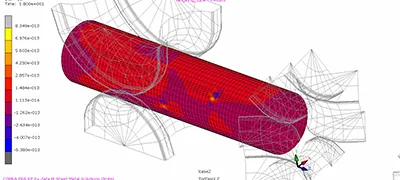
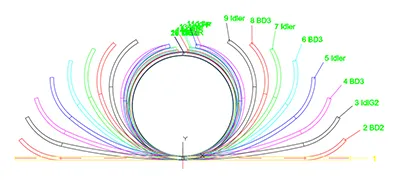
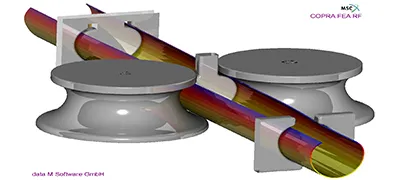
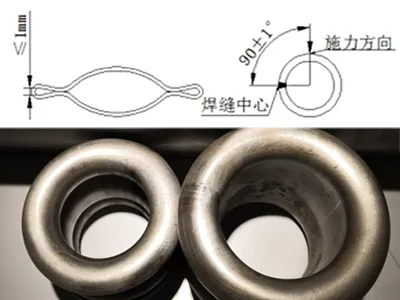
Wir verfügen über ein erfahrenes Team professioneller Ingenieur*innen für Werkzeug- und Prüfvorrichtungsdesign. Bis heute wurden über zweihundert Werkzeug- und Prüfvorrichtungs-Sets für Fahrgestell-Torsionsträger und Längslenker-Projekte entwickelt. Unser Team beherrscht CAE-Analyse, 3D-Modellierungssoftware und fortschrittliche Oberflächendesign-Technologien. Die derzeitigen internen Fertigungskapazitäten im Werkzeugbau umfassen drei Portal-Bearbeitungszentren, zwei Hochgeschwindigkeits-Fräsbearbeitungszentren, vierundzwanzig vertikale Bearbeitungszentren, vier CNC-Drehmaschinen und drei Drahterodiermaschinen. Mit diesen Ressourcen können sämtliche Werkzeug- und Vorrichtungsbearbeitungen intern durchgeführt werden – mit Ausnahme von Wärmebehandlung und 5-Achsen-Bearbeitung.